Diamond & CBN Honning Sticks

Diamond & CBN Honning Sticks
There has been a tremendous increase in the use of honing over recent years. One of the major reasons for this must certainly be the economy of the process in comparison with other bore-finishing techniques such as fine turning or grinding. Diamond/CBN hones wth their economically longer life, have contributed in no small measures to this rapid development. Diamond/CBN honing has proved in particular suitable means of honing mass production in cast iron parts, steels components, like honing gear bores, connecting rod, which major application in the transport industry.
Materials successfully honed with Diamond and CBN now include tungsten carbide, hardened steel, non-ferrous metals and glass. Diamond/CBN honing is not restricted merely to the finishing of cylindrical bores. It may also be used to advantage for finishing conical bores. Infact, almost all types of materials may be honed to obtain optimum surface finish, high tolerances and high removal rates. The noise level of a CBN hone is far less than compared with conventional abrasives hone.
Standard Honing Stone
Only used in connection with a stone holder.
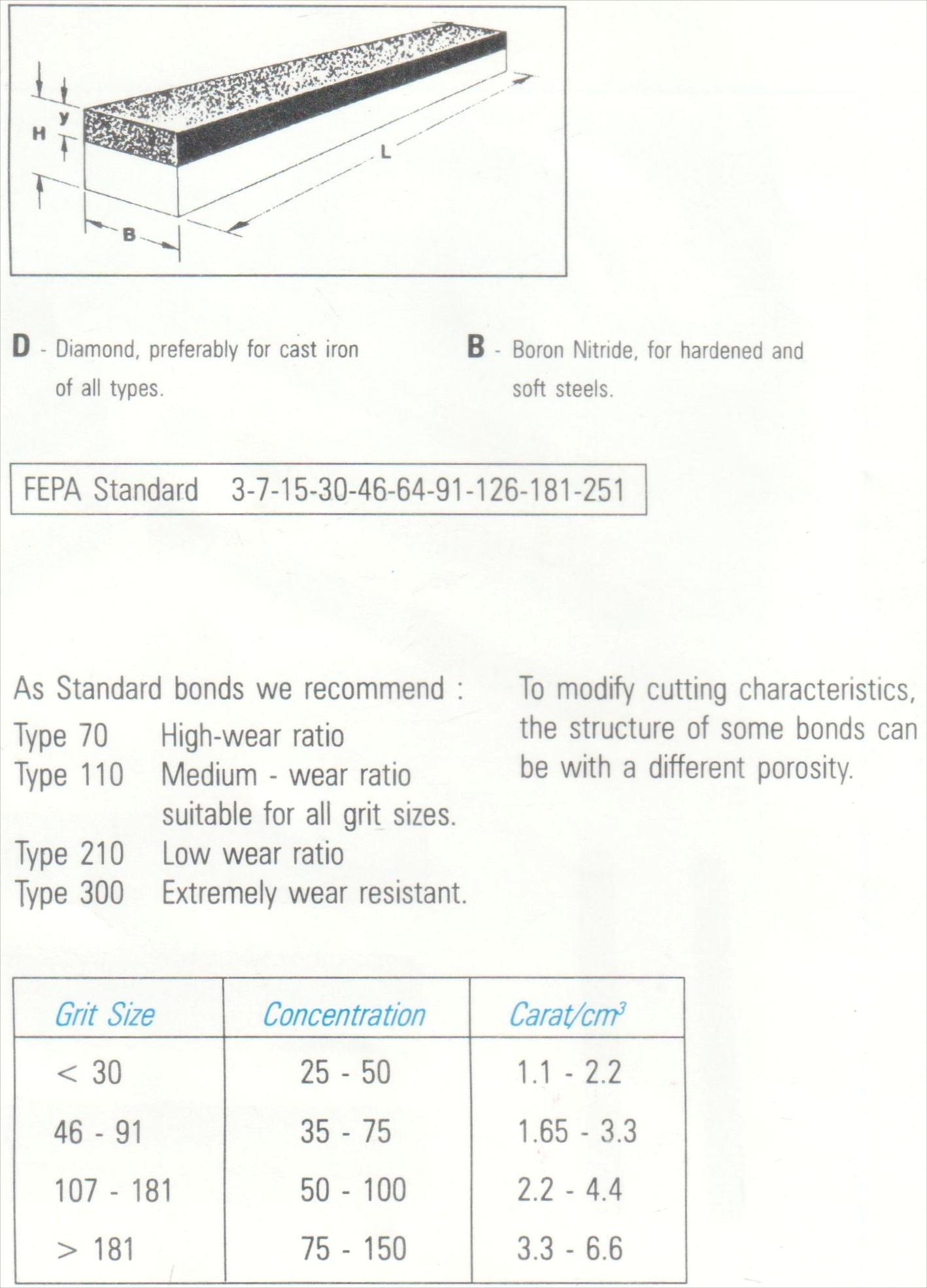
Order formula: BxHxLxY (mm)
The Abrasive
Depends on the material to be machined.
The Grit Size
The Grit Size is stated in µm as per FEPA Standard. The grit size influences the obtainable roughness.
The Bond
The strength and hardness of the bond used is determined according to the composition of the material to be honed and its near ratio. Resinoid or vitrified bonds are used in exceptional cases only.
The Concentration
Designates the number of carat per cm3, e.g.concentration 100 = 4.4 carat / cm3. Basic rule: the smaller the grit size the lower the concentration. Our proposal can be seen in the table.